
-
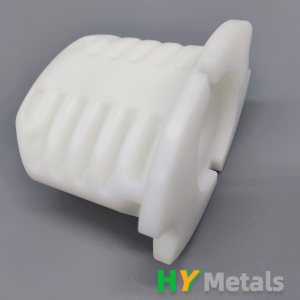
उच्च गुणस्तरको अनुकूलन CNC मेसिनिङ प्लास्टिक पार्ट्स OEM POM कम्पोनेन्टहरू
अनुकूलित आकार: φ१९० मिमी*१०० मिमी*४०
सामाग्री: सेतो POM
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC मेसिनिङ, CNC मिलिङ
धातुको विपरीत, प्लास्टिक नरम हुन्छ र प्रशोधन गर्दा सजिलै विकृत हुन्छ। यसले मेसिन गरिएका भागहरूको सहनशीलता नियन्त्रण गर्न अझ गाह्रो बनाउँछ। सौभाग्यवश, HY मेटलका हाम्रो विशेषज्ञहरूको टोलीसँग प्रत्येक मेसिन गरिएका भाग सही र उत्तम छ भनी सुनिश्चित गर्ने अनुभव र विशेषज्ञता छ, जसले हाम्रा ग्राहकहरूलाई उनीहरूको विशिष्टता अनुसार उच्च-गुणस्तरको अनुकूलन प्लास्टिकका भागहरू प्राप्त गर्ने कुरा सुनिश्चित गर्दछ।
-
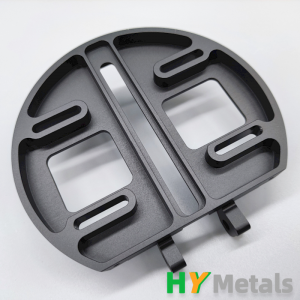
अनुकूलन CNC मेसिनिङ एल्युमिनियम पार्ट्सको लागि OEM उच्च परिशुद्धता CNC मेसिनिङ सेवाहरू
अनुकूलन CNC मेसिनिङ एल्युमिनियम पार्ट्सको लागि OEM उच्च परिशुद्धता CNC मेसिनिङ सेवाहरू
अनुकूलित आकार: φ१५० मिमी*२० मिमी
सामग्री: AL6061-T6
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC मेसिनिङ, CNC मिलिङ
समाप्त: स्यान्डब्लास्ट+ कालो एनोडाइज्ड
-
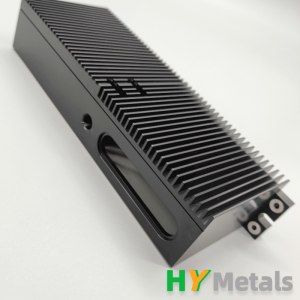
अनुकूलन CNC मेसिनिङ हीटसिङ्क प्रोटोटाइप एल्युमिनियम रेडिएटर पार्ट्स
अनुकूलन CNC मेसिनिङ हीटसिङ्क प्रोटोटाइप एल्युमिनियम रेडिएटर पार्ट्स
अनुकूलित आकार: φ२२० मिमी*८० मिमी*५० मिमी
सामग्री: AL6061-T6
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC मेसिनिङ, CNC मिलिङ
-
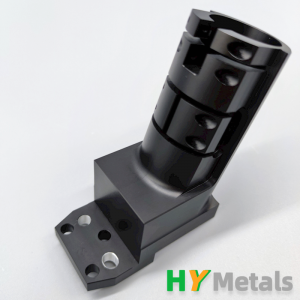
उच्च परिशुद्धता OEM CNC मेसिन गरिएको क्यामेरा कम्पोनेन्ट क्यामेरा प्रोटोटाइप भागहरू
उच्च परिशुद्धता OEM CNC मेसिन गरिएको क्यामेरा कम्पोनेन्ट क्यामेरा प्रोटोटाइप भागहरू
अनुकूलित आकार: φ१८० मिमी*६० मिमी
सामग्री: AL6061-T6
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC मेसिनिङ, CNC मिलिङ
-
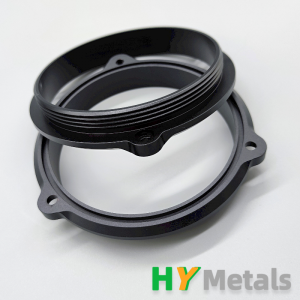
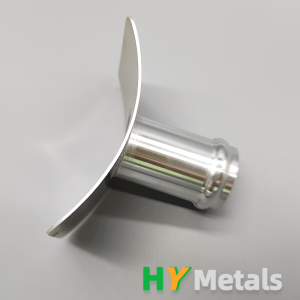
क्यामेरा प्रोटोटाइपहरूको लागि स्यान्डब्लास्ट गरिएको र कालो एनोडाइज गरिएको उच्च परिशुद्धता CNC ले एल्युमिनियम भाग परिणत गर्यो
HY Metals द्वारा निर्मित क्यामेरा राउन्ड फ्ल्याङ्गहरू स्यान्डब्लास्टेड र कालो एनोडाइज्ड एल्युमिनियमबाट बनेका हुन्छन्।
अनुकूलित आकार: φ१५० मिमी*२० मिमी
सामग्री: AL6061-T651
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC टर्निङ, CNC मिलिङ
-
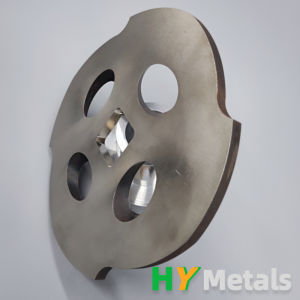
१७-७ PH स्टेनलेस स्टीलको CNC मेसिनिङ: उत्तम प्रेसिजन वायर EDM
१७-७ PH स्टेनलेस स्टीलको CNC मेसिनिङ: उत्तम प्रेसिजन वायर EDM
अनुकूलित आकार: φ200mm
सामग्री: १७-७PH
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC मिलिङ, तार EDM काट्ने
-
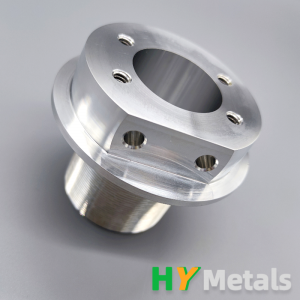
मेसिन गरिएको बाह्य थ्रेडहरू सहित उच्च परिशुद्धता CNC टर्निङ पार्ट्सहरू
मेसिन गरिएको बाह्य थ्रेडहरू सहित उच्च परिशुद्धता CNC टर्निङ पार्ट्सहरू
अनुकूलित आकार: φ१०० मिमी*१५० मिमी
सामग्री: AL6061-T6
सहनशीलता:+/- ०.०१ मिमी
प्रक्रिया: CNC टर्निङ, CNC मिलिङ
-
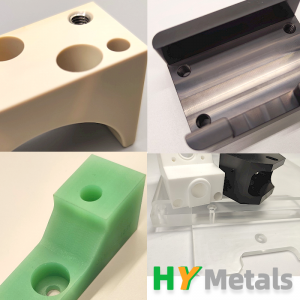
उच्च परिशुद्धता प्लास्टिक पार्ट्स कस्टम मेशिन गरिएको प्लास्टिक पार्ट्स
भागको नाम कस्टम सीएनसी मेसिनिङ प्रयोग गरेर उच्च परिशुद्धता प्लास्टिक पार्ट्स मेसिन गरिएको मानक वा अनुकूलित अनुकूलित आकार १२०*३०*३० मिमी, डिजाइन रेखाचित्र अनुसार सहनशीलता +/- ०.१ मिमी सामाग्री PEEK, FR4, POM, PC, एक्रिलिक, नायलन सतह समाप्त मेसिन गरिएको रूपमा आवेदन एयरोस्पेस, अटोमोटिभ र तेल तथा ग्यास उद्योगहरू प्रक्रिया सीएनसी मिलिङ, सीएनसी टर्निङ, सीएनसी मेसिनिङ -

अनुकूलित पाना धातु वेल्डिंग र असेंबली
पाता धातु निर्माण प्रक्रियाहरू: काट्ने, झुकाउने वा बनाउने, ट्याप गर्ने वा रिभेटिंग गर्ने, वेल्डिंग गर्ने र एसेम्बली गर्ने। पाता धातुको एसेम्बली भनेको काट्ने र झुकाउने प्रक्रिया हो, कहिलेकाहीँ यो कोटिंग प्रक्रिया पछि हुन्छ। हामी सामान्यतया भागहरू रिभेटिंग, वेल्डिंग, थिचेर फिट गरेर र ट्याप गरेर तिनीहरूलाई एकसाथ स्क्रू गरेर जम्मा गर्छौं। ट्यापिङ र रिभेटिंग गर्ने धागोहरूले एसेम्बलीहरूमा महत्त्वपूर्ण भूमिका खेल्छन्। धागोहरू प्राप्त गर्न ३ मुख्य तरिकाहरू छन्: ट्याप गर्ने, रिभेटिंग गर्ने, कोइलहरू स्थापना गर्ने। १. धागोहरू ट्याप गर्ने ट्यापिङ एउटा प्रक्रिया हो... -
उच्च-गुणस्तरको पाना धातु वेल्डेड घटक कस्टम आल्मुनियम वेल्डिंग असेंबली
भागको नाम उच्च-गुणस्तरको पाना धातु वेल्डेड घटक कस्टम आल्मुनियम वेल्डिंग असेंबली मानक वा अनुकूलित अनुकूलित आकार डिजाइन रेखाचित्र अनुसार ८०*४०*८० मिमी सहनशीलता +/- ०.१ मिमी सामाग्री एल्युमिनियम ट्यूबहरू र एल्युमिनियम पाना धातु सतह समाप्त स्पष्ट क्रोमेट, रासायनिक फिल्म आवेदन पाना धातु प्रोटोटाइप, कोष्ठकहरू प्रक्रिया लेजर काट्ने-झुकाउने-फर्मिङ टबहरू- वेल्डिङ-क्रोमेट -

प्रेसिजन पाना धातु झुकाउने र बनाउने प्रक्रिया
पाता धातु निर्माण प्रक्रियाहरू: काट्ने, झुकाउने वा बनाउने, ट्याप गर्ने वा रिभेटिंग गर्ने, वेल्डिंग र एसेम्बली। झुकाउने वा बनाउने पाता धातुको बनावटमा पाता धातुको झुकाउने सबैभन्दा महत्त्वपूर्ण प्रक्रिया हो। यो सामग्रीको कोणलाई v-आकारको वा U-आकारको, वा अन्य कोण वा आकारहरूमा परिवर्तन गर्ने प्रक्रिया हो। झुकाउने प्रक्रियाले समतल भागहरूलाई कोण, त्रिज्या, फ्ल्याङ्गहरू भएको बनाइएको भाग बनाउँछ। सामान्यतया पाता धातु झुकाउने २ विधिहरू समावेश हुन्छन्: स्ट्याम्पिङ टूलिङद्वारा झुकाउने र बेनद्वारा झुकाउने... -

उच्च परिशुद्धता धातु मुद्रांकन कार्यमा मुद्रांकन, पंचिंग र गहिरो रेखाचित्र समावेश छ।
धातु मुद्रांकन भनेको ठूलो मात्रामा उत्पादनको लागि मुद्रांकन मेसिन र उपकरणहरू प्रयोग गर्ने प्रक्रिया हो। यो लेजर काट्ने र झुकाउने मेसिनहरू द्वारा झुकाउने भन्दा बढी परिशुद्धता, छिटो, स्थिर र सस्तो एकाइ मूल्य हो। अवश्य पनि तपाईंले पहिले टुलिङ लागतलाई विचार गर्न आवश्यक छ। उपविभाजन अनुसार, धातु मुद्रांकनलाई साधारण मुद्रांकन, गहिरो रेखाचित्र र NCT पंचिंगमा विभाजित गरिएको छ। तस्वीर १: HY धातु मुद्रांकन कार्यशालाको एक कुनामा धातु मुद्रांकनमा उच्च गति र सटीकताको विशेषताहरू छन्...
