

उच्च परिशुद्धता धातु मुद्रांकन कार्यमा मुद्रांकन, पंचिंग र गहिरो रेखाचित्र समावेश छ।


धातु मुद्रांकन भनेको ठूलो मात्रामा उत्पादनको लागि मुद्रांकन मेसिन र उपकरणहरू प्रयोग गर्ने प्रक्रिया हो। यो लेजर काट्ने र झुकाउने मेसिनहरूद्वारा झुकाउने भन्दा बढी परिशुद्धता, छिटो, स्थिर र सस्तो एकाइ मूल्य हो। अवश्य पनि तपाईंले पहिले टुलिङ लागतलाई विचार गर्न आवश्यक छ।
उपविभाजन अनुसार, धातु मुद्रांकनलाई साधारणमा विभाजन गरिएको छस्ट्याम्पिङ,गहिरो चित्रकलारNCT पंचिंग.

तस्वीर १: HY Metals स्ट्याम्पिङ कार्यशालाको एक कुना
धातु मुद्रांकनमा उच्च गति र परिशुद्धताको विशेषताहरू छन्। मुद्रांकन काट्ने सहिष्णुता ±०.०५ मिमी वा सोभन्दा राम्रो पुग्न सक्छ, मुद्रांकन झुकाउने सहिष्णुता ±०.१ मिमी वा सोभन्दा राम्रो हुन सक्छ।
स्ट्याम्पिङ टुलिङ डिजाइन
५००० पीसीभन्दा माथि ब्याच मात्रा हुँदा वा लेजर काट्ने र झुकाउने मेसिनद्वारा महँगो उत्पादन गर्दा पार्टपुर्जा बनाउन तपाईंलाई स्ट्याम्पिङ टुलिङको आवश्यकता पर्नेछ।
HY Metals इन्जिनियर टोलीले तपाईंको धातुको भागको विश्लेषण गर्नेछ र तपाईंको उत्पादन रेखाचित्र र तपाईंको लागत बजेट अनुसार उत्कृष्ट स्ट्याम्पिङ टूलिङ डिजाइन गर्नेछ।

तस्वीर २: हामीसँग मोल्ड डिजाइनको लागि बलियो इन्जिनियर समर्थन छ।
यो प्रोग्रेसिभ-डाइ वा एकल पंच डाइको श्रृंखला हुन सक्छ जुन संरचना, मात्रा, लिड टाइम र तपाईंले चाहनुभएको मूल्यमा निर्भर गर्दछ।
प्रोग्रेसिभ-डाइ एक निरन्तर स्ट्याम्पिङ मोल्ड हो जसले एकै समयमा सबै वा धेरै प्रक्रियाहरू पूरा गर्न सक्छ। समाप्त भाग प्राप्त गर्न तपाईंलाई केवल १ सेट प्रोग्रेसिभ डाइ चाहिन्छ।
तस्वीर ३: यो सरल प्रगतिशील डाईको उदाहरण हो, एक पटक काट्ने र झुकाउने।
सिंगल पंच डाइ एक चरण-दर-चरण स्ट्याम्पिङ प्रक्रिया हो। यसमा स्ट्याम्पिङ काट्ने टुलिङ र धेरै स्ट्याम्पिङ बेन्डिङ टुलिङहरू हुन सक्छन्।
एकल पंच टुलिङहरू मेसिन गर्न सजिलो हुन्छ र सामान्यतया प्रगतिशील टुलिङ भन्दा सस्तो हुन्छ। तर यो ठूलो मात्रामा उत्पादनको लागि ढिलो छ र स्ट्याम्प गरिएका भागहरूको एकाइ मूल्य बढी हुनेछ।
स्ट्याम्पिङ काट्ने काम
सामान्यतया स्ट्याम्पिङ काट्नु प्वाल वा आकारहरू काट्ने पहिलो चरण हो।
स्ट्याम्पिङ टुलिङद्वारा काट्ने काम लेजर काट्ने भन्दा धेरै छिटो र सस्तो छ।
स्ट्याम्पिङ गठन
केही पाना धातुका भागहरूको लागि अवतल र उत्तल संरचना वा रिबहरूको लागि, तिनीहरूलाई बनाउनको लागि हामीलाई स्ट्याम्पिङ टूलिङको आवश्यकता पर्नेछ।
स्ट्याम्पिङ बेन्डिङ
झुकाउने मेसिनहरू भन्दा स्ट्याम्पिङ बेन्डिङ सस्तो र छिटो पनि छ। तर यो जटिल संरचना र ३०० मिमी*३०० मिमी जस्ता सानो आकार भएका भागहरूको लागि मात्र उपयुक्त छ। किनभने जब झुकाउने आकार ठूलो हुन्छ, टुलिङ लागत बढी हुन्छ।
त्यसैले कहिलेकाहीँ केही ठूला आकार र ठूलो मात्रामा पार्टपुर्जाहरूको लागि, हामी केवल स्ट्याम्पिङ काट्ने टुलिङ डिजाइन गर्छौं, बेन्डिङ टुलिङ गर्दैनौं। हामी बेन्डिङ मेसिनहरू प्रयोग गरेर पार्टपुर्जाहरू मात्र बेन्ड गर्नेछौं।
हामीसँग ५ जना पेशेवर टुलिङ डिजाइन इन्जिनियरहरू छन् जसले तपाईंको धातु स्ट्याम्पिङ पार्ट्सको लागि उत्तम समाधान दिनेछन्।


तस्वीर ४: HY मेटल स्ट्याम्पिङ टुलिङ गोदाम
हामीसँग धातु मुद्रांकनको लागि १०T देखि १२००T सम्मका २० भन्दा बढी सेट मुद्रांकन र पंचिंग मेसिनहरू छन्। हामीले घरमै सयौं मुद्रांकन मोल्डहरू बनायौं, र प्रत्येक वर्ष विश्वभरका ग्राहकहरूका लागि लाखौं सटीक धातुका भागहरू मुद्रांकन गर्यौं।
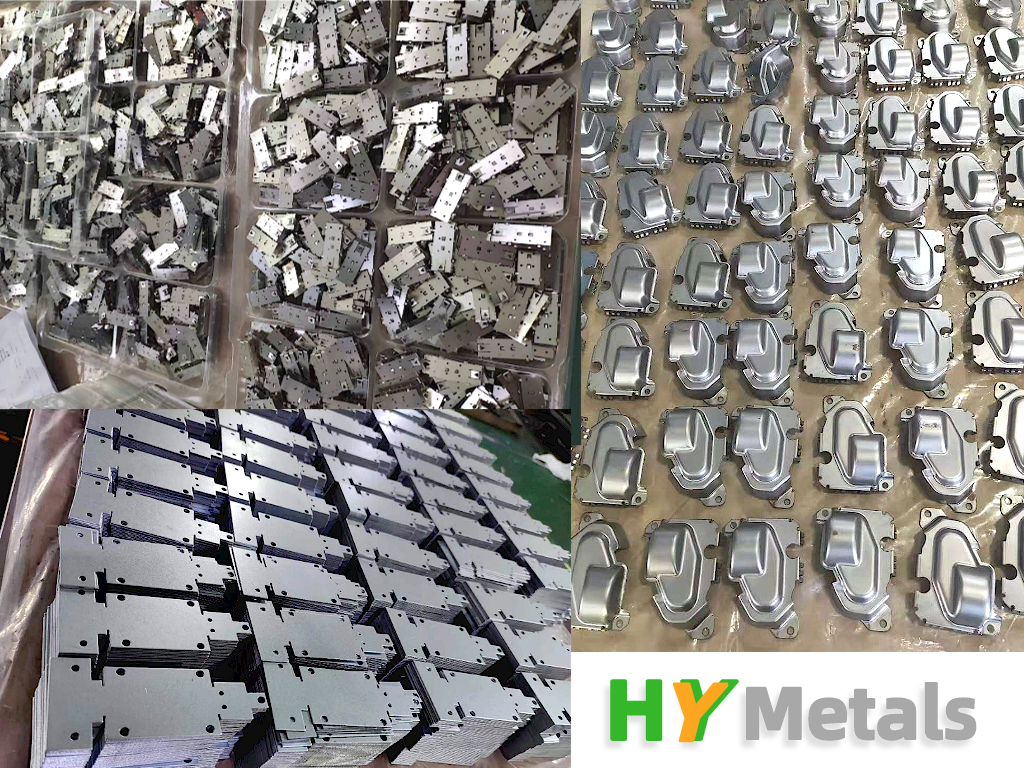
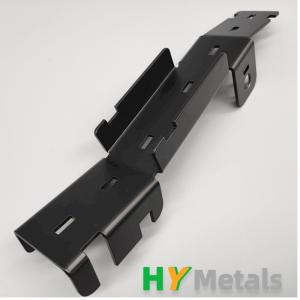
तस्वीर ५: HY धातुहरूद्वारा छापिएका केही भागहरू
गहिरो रेखाचित्र
गहिरो रेखाचित्र भनेको केही गहिरो र अवतल आकारको संरचनाको लागि एक प्रकारको स्ट्याम्पिङ हो। भान्साकोठामा स्टेनलेस स्टील सिङ्क पूल र कन्टेनरहरू केही गहिरो-चित्र भागहरू हुन् जुन हामीले देख्न सक्छौं।
हामी गहिरो रेखाचित्रद्वारा धेरै सटीक उद्योग भागहरू बनाउँछौं।

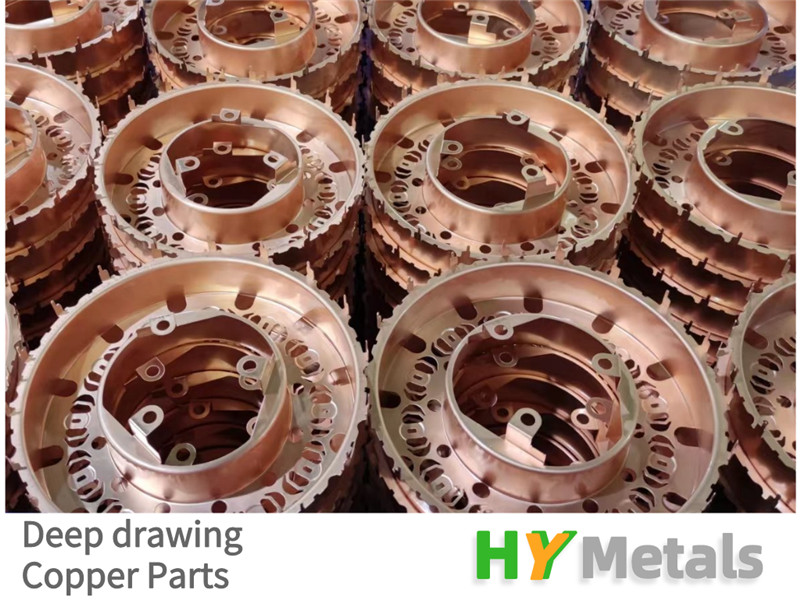
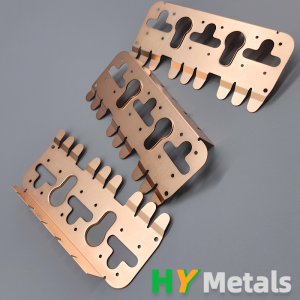
तस्वीर ६: तामाका भागहरूमा गहिरो रेखाचित्र र स्ट्याम्पिङ
यो तामाको गहिरो रेखाचित्र र मुद्रांकन भाग हो।
हामीले यस भागको लागि जम्मा ७ सेट सिंगल पंच टुलिङ डिजाइन गरेका छौं जसमा फर्मिङको लागि ३ सेट डिप ड्रइङ टुलिङ र काट्ने र झुकाउने ४ स्ट्याम्पिङ टुलिङ समावेश छन्।
NCT पंचिङ

एनसीटी पंच न्यूमेरिकल कन्ट्रोल टर्रेट पंच प्रेसको लागि छोटो छ, जसलाई सर्वो पंच पनि भनिन्छ, जुन औद्योगिक नियन्त्रण प्रणाली भएको स्वचालित मेसिनसँग अगाडि बढ्छ।
NCT पंच पनि एक प्रकारको चिसो मुद्रांकन प्रक्रिया हो। यो सामान्यतया केही जाल प्वालहरू वा केही OB प्वालहरू काट्न प्रयोग गरिन्छ।
धेरै प्वालहरू भएका पाना धातुका भागहरूको लागि, लेजर काट्ने भन्दा सस्तो लागत र छिटो गतिको साथ NCT पंचिंग राम्रो विकल्प हुनेछ।
र हामीलाई थाहा छ लेजर काट्ने कामले गर्मीले केही विकृति निम्त्याउँछ।
एनसीटी पंच एक चिसो प्रक्रिया हो जसले कुनै पनि ताप विकृति निम्त्याउँदैन र पाना धातु प्लेटलाई राम्रो समतलताको रूपमा राख्छ।
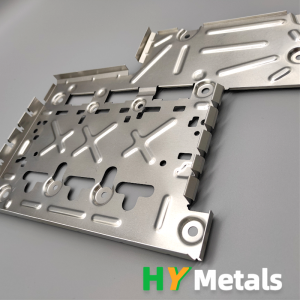
तस्वीर ७: HY Metals द्वारा केही NCT पंच गरिएका उत्पादनहरू
-
पाना धातु उत्पादनको लागि अनुकूलन उत्पादन सेवा...
-

उच्च परिशुद्धता धातु मुद्रांकन कार्यमा स्ट्याम समावेश छ...
-
उच्च परिशुद्धता पाना धातु भागहरू तामा सम्पर्क...
-

प्रेसिजन पाना धातु झुकाउने र बनाउने प्रक्रिया
-

ग्याल्भेनाइज्ड स्टीलबाट बनेको पाता धातुका पार्टपुर्जाहरू &#...
-

छोटो टर्नअराउन्डको साथ पाना धातु प्रोटोटाइप
-
कालो रंगको स्टेनलेस स्टीलको पाना धातुको कोष्ठक ...